







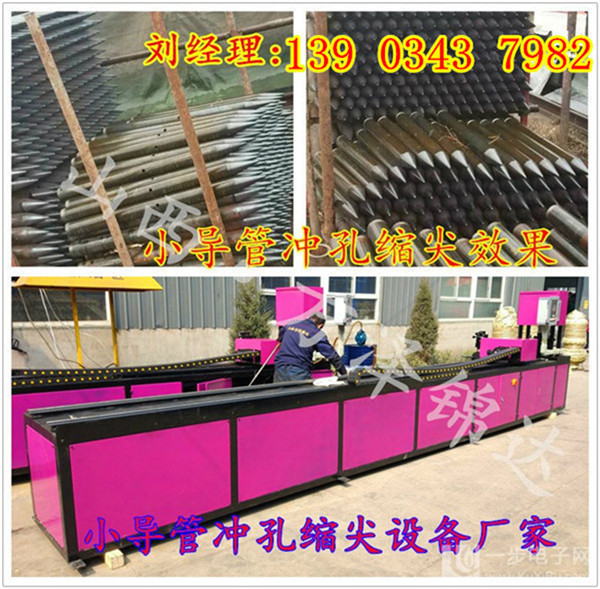
超前小导管尖头成型机说明:
小导管采用直径φ42普通钢管加工成花管,以便注浆。小导管前端加工成锥形,以便插打。小导管中间部位钻直径为6~8mm的溢浆孔,呈梅花形布置,间距为15cm,尾部0.8m范围内不钻孔以防漏浆,末端焊直径为6mm的环形箍筋,以防打设小导管时端部开裂,影响注浆管联接。
超前小导管施工采用风动凿岩机冲击振动将小导管直接顶入岩层,必要时,用电钻引孔。首环导管施工前,喷射砼3~5cm封闭拱部开挖工作面裂隙,作为止浆墙,后续循环则可利用循环间搭接部分作为止浆墙。然后按设计间距钻设超前小导管孔,清孔后将小导管打入孔内,再用高压风清除管内杂物,连接注浆管,采用塑胶泥封堵孔口。同时配制浆液,调试注浆机,进行压水试验,检查机械设备工作是否正常,管路连接是否正确。
产品特点:
1、完全代替人工切割的方式;
2、增加定位装置解决钢管和铁管扣压尺寸长短不一的问题;
3、箭头缩管重新改进,大大提高生产效果,日工作效率3000-5000根;
4、体积小,占地面积少,移动方便;
5、专用模具精度高,扣压后不会出现钢管铁管裂痕等现象;
6、模具灵活,可根据客户需求定制(解决方型管、长方型管及六棱型缩头)
7、省时、省力、省人工,箭头光滑远超人工切割的不规整。
超前小导管尖头机技术参数:
设备名称:超前小导管尖头加工机
型号:GSJ-50
加工直径:50mm(需提供具体尺寸)
高频炉功率:35(KW)
高频炉加热速度:≥20s/根
电动机功率:5.5(KW)
外形尺寸:800*730*1400
小导管打孔机——隧道小导管打孔常用配套设备
超前小导管施工的各项参数确定应根据围岩边界地质条件、围岩状况、支护结构形式及隧道断面尺寸而定。一般超前小导管施工沿着开挖轮廓线120度范围设置。一般情况下:小导管长度L=上台阶高度+2m。小导管直径:38-50mm。小导管前段做成约10cm长的圆锥状,在尾端焊接直径6~8mm的钢筋箍。外插角度一般控制在10度~15度。注浆压力控制在2MP左右。浆液扩散半径一般为0.5m。注浆速度控制在50-100L/MIN。每循环小导管的搭接长度控制在1m以内。采用小导管加固时,为保证工作面稳定和掘进安全,应确保小导管安装位置正确和足够的长度,严格控制好小导管的钻设角度。用作小导管的钢管钻有注浆孔,以便向土体进行注浆加固,也有利于提高小导管自身刚度和强度。小导管注浆宜采用水泥浆或水泥砂浆。浆液必须充满例及周围空隙,注浆量和注浆压力应由试验确定。小导管在隧道开挖时承受地层的压力,为保证灌浆质量防止漏浆,小导管的尾部需设置封堵孔。
